Stärker precisionen och definierar effektiviteten.
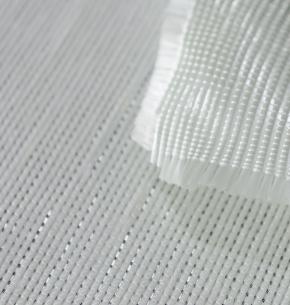
Multiaxliga tygerär en slags fleraxlig och flerskiktad förstärkning. Lagerantal, orientering, vikt och fiberinnehåll i lagren varierar beroende på produktlinje och applicering via polyestergarn. Tyger kan produceras med flera axlar (0°, 90°, +45°, -45°) eller kombineras med hackat mattlager. Används huvudsakligen för pultrudering, handuppläggning, filamentlindning och RTM-process, applicerad på vindenergi, marin / skeppsbyggnad, rekreation / fritidsprodukter, fordon, flyg och försvar, etc.
1. Ökad styrka, minskad produktvikt och bättre ytfinish
2. Orienterade enkelriktade lager är strukturellt mer effektiva
3. Snabbare att väta ut än vävda tyger
4. Finns i mycket tunga vikter, vilket möjliggör snabbare avsättningshastigheter
5. Bindemedelsfri CSM kan läggas till för att ytterligare minska uppläggningstiden och öka hastigheten på wet-out
Om du har några frågor, behöver ytterligare information eller vill kontakta vårt team finns vi här för att hjälpa dig.
E-post: info@wtfiberglass.com
Telefon: +86-573-88687898 / +86-18610855617
Adress: No.168 Jianye Road, Fengming Street, Tongxiang, Zhejiang, Kina, 314505
Hemsida: https://www.wtfiberglass.com/
Om du har några frågor om våra produkter, produktionsmetoder eller marknadsinsikter står vårt team till din tjänst. Vi ser fram emot möjligheten att samarbeta med dig.
S: Multiaxiella tyger skiljer sig från vävda glasfibertyger genom att de tillverkas genom att lägga raka, icke-pressade fibrer i flera riktningar, såsom 0°, 90° och ±45°, och hålla ihop dem med sömmar, vilket gör att fibrerna kan bära laster mer effektivt och förbättrar styrka och utmattningsprestanda. Vävda glasfibertyger, däremot, flätar ihop fibrer över och under varandra, vilket introducerar krimp som minskar den mekaniska effektiviteten men ger god dimensionsstabilitet och enklare hantering.
S: Glasfibermultiaxiella tyger tillverkas genom att lägga kontinuerliga glasfiberröv i specifika riktningar såsom 0°, 90° och ±45° i staplade lager, och sedan mekaniskt sy ihop dessa lager med en lätt tråd för att hålla strukturen på plats, utan att väva eller fläta in fibrerna.
S: Ja, multiaxiella tyger är generellt starkare än vävda roving eftersom deras fibrer förblir raka och icke-krimpade, vilket gör att laster kan bäras mer effektivt. Detta resulterar i högre drag- och utmattningsprestanda jämfört med vävd ryckning med samma vikt, där fiberkrimpning från vävning minskar den mekaniska effektiviteten.
S: Multiaxiala tyger använder ofta fiberorienteringar på 0° för längdshållfasthet, 90° för tvärförstärkning och ±45° för skjuv- och vridningsmotstånd, vilket gör att duken kan ge balanserad, multidirektionell strukturell prestanda.
S: Ja, multiaxiala tyger är generellt lätta att blöta eftersom deras fibrer är raka och inte tätt vävda, vilket tillåter resin att flöda fritt mellan lagren och fullt impregnera tyget under processer som handläggning, vakuuminfusion eller resinöverföringsformning.